全国咨询热线:
全国咨询热线:
联系我们
CONTACT US联系人:郭先生
电 话:13927296893
邮 箱:2201229786@qq.com
地 址:肇庆高新区滨江路5号
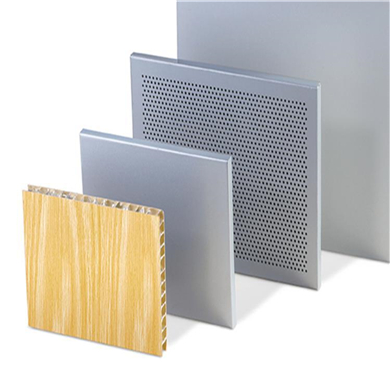
在高曲率双曲铝单板的加工过程中,加强筋焊接是保障结构稳定性的关键工序。当焊接参数控制不当或操作不当时,容易发生焊接穿透现象,即熔化的焊料直接烧穿面板背面。这种穿透伤不仅破坏了铝单板表面的涂层和基材完整性,还可能导致局部强度下降、应力集中,在长期使用中引发裂纹扩展或变形。穿透点会破坏铝板的防腐层,增加氧化和腐蚀风险,严重影响建筑外观的美观性和使用寿命。特别是在高曲率(曲率半径小于200毫米)的结构中,由于板材弯曲应力大,焊接热影响区更易失效。
焊接电流与参数选择不当是首要因素。高曲率铝单板通常采用薄壁铝材(厚度多在1.5至3.0毫米),若焊接电流过大、电弧过长或焊接速度过慢,热量集中叠加会导致铝板局部熔化穿透。面板与加强筋的贴合度不足也是常见原因。双曲面板因曲面复杂,加强筋与面板之间可能存有缝隙,焊接时焊料流入缝隙后直接作用在面板背面,形成穿透孔。操作人员的技术水平与经验至关重要。不熟练的焊工难以控制熔池深度,尤其在曲率变化剧烈处,焊接角度与进给速率稍有偏差即可能造成烧穿。材料本身的缺陷如铝板内部存在气孔、夹杂或厚度不均,在焊接热循环下也易诱发穿透。
目前,国内相关标准如《铝合金建筑型材》及《金属与石材幕墙工程技术规范》对铝单板焊接工艺有明确要求,但针对高曲率双曲板的专项规范仍需进一步完善。随着自动化焊接机器人与激光焊接技术的引入,焊接穿透伤的发生率有望大幅降低。这些技术能实现精确的热量控制与实时监测,尤其适用于复杂曲面结构。开发新型高强度铝合金材料,提升其抗焊接热影响能力,也将成为解决该问题的关键方向。
Copyright © 2021 广东铝乐建材有限公司 版权所有 备案号:粤ICP备2021155748号
服务热线