全国咨询热线:
全国咨询热线:
联系我们
CONTACT US联系人:郭先生
电 话:13927296893
邮 箱:2248826562@qq.com
地 址:肇庆高新区滨江路5号
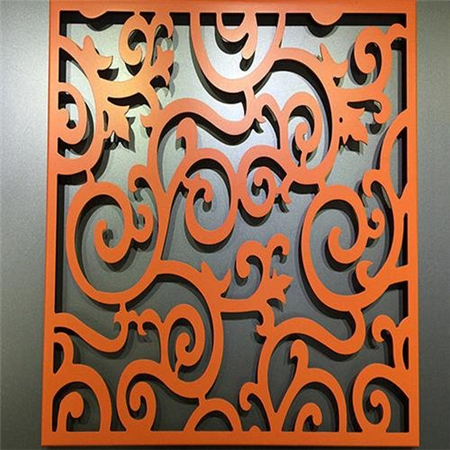
冲孔铝单板的成型始于冲孔工序。这一环节通常采用数控冲床或激光切割设备,依据设计图纸对铝板进行精确开孔。操作人员需将铝板固定在工作台上,通过编程控制冲头或激光头的位置与深度,确保孔距、孔径及排列图案符合要求。冲孔过程中,铝板表面会预留保护膜,防止划伤,同时使用冷却液降低金属温度,避免变形。冲孔后,铝板边缘可能出现轻微毛刺,需在后续工序前进行初步处理,以保证折弯精度。
冲孔完成后,铝板进入折弯阶段。折弯机通过上下模具对铝板施加压力,使其沿预定折痕线弯曲成所需角度。操作时需根据铝板厚度调整折弯力,一般使用数控折弯机,可设定角度误差在正负1度以内。为避免冲孔区域因受力集中而开裂,折弯路径应避开孔洞密集区。此环节需注意铝板的回弹特性,即成型后铝板会轻微恢复原状,因此折弯角度需预设补偿值。折弯后的铝板应检查边角是否平整,如有翘曲需及时校正。
焊接是连接铝板各部分或加强筋的关键步骤。常用氩弧焊技术,利用惰性气体保护熔池,防止铝材氧化。焊接前,需清理焊接区域的油污和氧化层,并预热铝板至150-200摄氏度,以减少热应力。焊丝材质应与铝板一致,通常选用5000系列铝合金焊丝。焊接过程中,操作者需控制电流和移动速度,形成均匀的熔合线。焊接后,焊缝处会出现余高,需自然冷却至室温,避免急冷导致裂纹。对于大型冲孔铝单板,焊接加固筋可提升整体刚度,但需注意焊点位置不能影响冲孔图案的美观。
打磨是成型工艺的最后环节,旨在消除焊接痕迹、毛刺及折弯痕迹。使用角磨机配合砂纸或百叶轮,从粗砂(如80目)逐步过渡到细砂(如240目),对焊缝和折弯边角进行打磨。打磨方向应沿铝板纹理一致,避免产生交叉划痕。对于冲孔边缘的毛刺,采用锉刀或专用去毛刺机处理。打磨后,铝板表面需保持平整,尤其是折弯处和焊缝区域,不得有凹凸感。用压缩空气清除金属粉尘,并检查是否有漏磨区域。此工序直接影响后续喷涂或阳极氧化效果,因此需严格控制打磨深度,避免损伤铝板基体。
在整个成型流程中,质量控制贯穿始终。冲孔阶段需抽检孔位偏差,折弯后应测量角度公差,焊接后检查焊缝气密性,打磨后目测表面光洁度。常见问题包括:冲孔毛刺过多(可能因刀具钝化)、折弯裂纹(需调整折弯半径或退火处理)、焊接气孔(检查气体流量和环境湿度)、打磨过度(需更换更细砂纸)。通过严格遵循上述流程,冲孔铝单板能保持稳定的尺寸精度和表面质量,满足建筑外墙或装饰面的应用需求。
Copyright © 2021 广东铝乐建材有限公司 版权所有 备案号:粤ICP备2021155748号
服务热线