全国咨询热线:
全国咨询热线:
联系我们
CONTACT US联系人:郭先生
电 话:13927296893
邮 箱:2201229786@qq.com
地 址:肇庆高新区滨江路5号
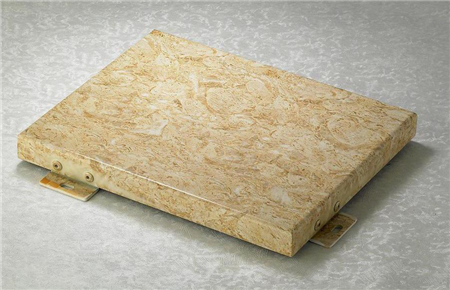
双曲铝单板因其独特的曲面造型,在建筑幕墙设计中应用广泛。折边是铝单板边缘向上翻折的部分,主要用于板与板之间的连接固定。折边高度直接决定了铝单板的结构稳定性和安装精度。折边高度需要根据板材的曲率、跨度以及风压荷载进行科学计算。如果折边过矮,角码与折边的接触面积不足,容易导致连接点松动;如果过高,则可能增加材料浪费,并影响双曲板的成型效果。行业内普遍推荐的折边高度在20毫米至30毫米之间,这一范围既能保证足够的焊接与固定空间,又不会过度增加板面应力。
在双曲铝单板的生产流程中,折边高度需与角码焊接位置精确配合。折边过小时,角码无法完全贴合折边内壁,焊接时容易出现虚焊或焊点不牢固的问题。相反,折边过大虽然易于操作,但会加大后续折弯工序的难度,尤其是在双曲面造型中,过高的折边可能导致板边开裂。加工企业需通过数控折弯设备严格设定折边高度,并利用模具对冲压角度进行校准,确保每块板的折边尺寸误差控制在0.5毫米以内。
角码是连接双曲铝单板与龙骨支架的关键配件,其焊接质量直接关系到幕墙的整体安全。焊接前,必须清洁角码与折边接触面的油污和氧化层,避免杂质影响熔合效果。焊接时,建议采用氩弧焊工艺,焊丝选择与铝板成分接近的材质,以防止热裂纹产生。角码的焊接位置应位于折边高度的中心区域,且每个角码的焊接点不得少于两点,以增加抗拉强度。焊接完成后需进行冷却处理,避免局部过热导致铝板变形。
设计规范中,双曲铝单板的折边高度与角码尺寸需相互匹配。当折边高度为25毫米时,角码的长度宜控制在15毫米至20毫米之间,宽度不低于10毫米。这样既能保证角码完全嵌入折边内壁,又留有足够的焊接空间。焊接时,角码与折边的搭接长度应不小于角码长度的三分之二,以确保受力均衡。对于大跨度或高风压区域,折边高度应适当增加至30毫米,并采用加厚角码,同时增加焊接点的数量。
实际施工中,常见问题包括折边高度不均匀导致的角码错位、焊接时烧穿铝板以及焊后角码开裂。为避免这些问题,质检环节需对每块双曲铝单板的折边高度进行抽样测量,并使用超声波探伤仪检测焊接点的内部缺陷。角码焊接完成后,还需进行拉脱力测试,确保单个角码的承载能力不低于设计值的1.5倍。只有严格遵循这些要求,才能保证双曲铝单板在幕墙工程中的长期稳定性和安全性。
Copyright © 2021 广东铝乐建材有限公司 版权所有 备案号:粤ICP备2021155748号
服务热线