全国咨询热线:
全国咨询热线:
联系我们
CONTACT US联系人:郭先生
电 话:13927296893
邮 箱:2248826562@qq.com
地 址:肇庆高新区滨江路5号
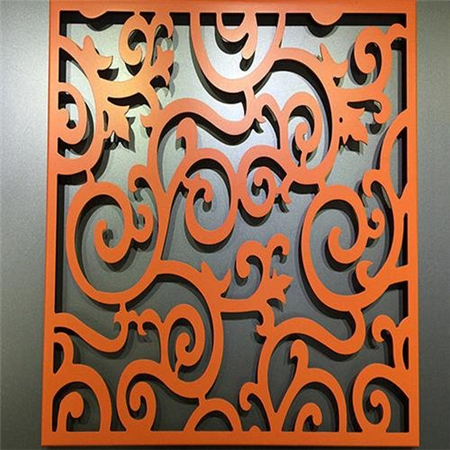
弧形冲孔铝单板在建筑装饰中应用广泛,其独特的穿孔图案能实现良好的遮阳、通风和视觉效果。在加工过程中,由于弧形结构的受力特性,穿孔图案容易发生变形,影响整体美观和功能。本文将探讨有效的控制方法,帮助提升产品质量。
选用高强度的铝合金板材是基础。建议采用3系或5系铝合金,其抗拉强度和延伸率较优。在冲孔前,对板材进行应力释放处理,如通过机械拉伸或热处理,减少内部残余应力。这能有效降低后续加工中图案的偏移风险。
模具设计是控制变形的核心。对于弧形冲孔,应使用专用弧形模具,其曲率与最终产品一致。模具的冲头与凹模间隙需精确匹配,通常控制在板厚的8%-12%。采用分段冲压工艺,避免一次性大面积冲孔导致材料局部应力集中,从而保持图案的完整性。
冲压速度、压力和行程对变形有直接影响。推荐使用低速冲压,速度控制在每分钟30-50次,以减少冲击力。压力值需根据板厚和孔径调整,一般以材料刚好穿透为佳。采用渐进式冲压,即先冲中心区域,再逐步向外扩展,这样能均匀分散变形量。
冲压过程中产生的热量会加速材料软化,导致图案变形。使用冷却液循环系统,保持模具温度在25-35摄氏度。涂抹专用冲压油,降低摩擦系数,减少拉伤和扭曲。建议每冲压50次后清洁模具,避免残渣影响精度。
即使控制良好,仍可能有轻微变形。采用辊压矫直机对弧形件进行微调,矫正局部翘曲。对于图案区域,可使用局部加热矫正法,用热风枪加热变形处至150-200摄氏度,然后自然冷却,利用热胀冷缩原理恢复形状。注意加热需均匀,避免过度损伤涂层。
建立严格检测流程,使用三维扫描仪或模板比对,测量图案的孔径、间距和位置偏差。一旦发现变形,及时调整模具和参数。建议每批次抽检5%-10%,记录数据用于优化工艺。通过持续反馈,逐步降低变形率,提升产品一致性。
弧形冲孔铝单板的穿孔图案变形控制需要从材料、模具、冲压参数、冷却润滑到后处理全方位入手。通过科学的方法和精细的工艺调整,能有效减少变形,保证穿孔图案的精确度和美观性。这不仅能提升产品品质,还能降低废品率,实现经济效益与工程效果的双赢。
Copyright © 2021 广东铝乐建材有限公司 版权所有 备案号:粤ICP备2021155748号
服务热线